პროდუქტები
ახალი პროდუქტი


იღუპება თუთია
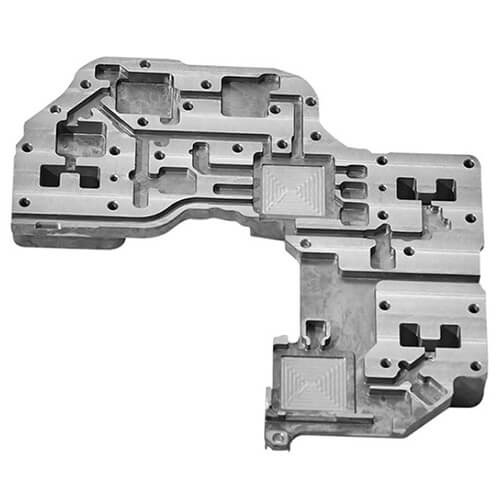
Die casting არის ზუსტი ჩამოსხმის მეთოდი, die die casting და გახდება მცირე ზომის ტოლერანტობის ნაწილი მაღალი სიზუსტის ზედაპირზე, ჰიდრავლიკური ფარფლების die die casting ტექნოლოგია შეუძლია შექმნას პროდუქტების რთული სტრუქტურები, ყველაზე მეტად მიყვარს დიეტის ჩამოსხმა არ საჭიროებს ძალიან ბევრ შემობრუნებას დამუშავებას შეუძლია აწყობა პროგრამები, დაბალი წარმოების ღირებულება.
გამოკითხვის გაგზავნა
პროდუქტის აღწერა
იღუპება თუთია
Die casting ტიპის სითბოს რადიატორის გამოყენება არის მაღალი წნევის გამოყენება, სავალდებულოა ნადნობი ლითონის ჰიდრავლიკისთვის, რთული ლითონის ფორმის ზუსტი ჩამოსხმის პროცესის ფორმაში, არის ერთგვარი შედუღებული შენადნობის შენადნობი შიგნით, შევსება მაღალი სიჩქარით ფოლადის ფორმის ღრუს, და თხევადი შენადნობის გამაგრება წნევის ქვეშ, ჩამოსხმის ჩამოსხმის მეთოდის შესაქმნელად, გარდამტეხი ჩამოსხმის ძირითადი მახასიათებლები გამოირჩევა ჩამოსხმის სხვა მეთოდისგან მაღალი წნევის და მაღალი სიჩქარით.
die casting type რადიატორის თერმული კონდუქტომეტრის უპირატესობები, მაღალი თერმული ეფექტურობა. Die casting არის ზუსტი ჩამოსხმის მეთოდი, die die casting და გახდება მცირე ზომის ტოლერანტობის ნაწილი მაღალი სიზუსტის ზედაპირზე, ჰიდრავლიკური ფარფლების die die casting ტექნოლოგია შეუძლია შექმნას პროდუქტების რთული სტრუქტურები, ყველაზე მეტად მიყვარს დიეტის ჩამოსხმა არ საჭიროებს ძალიან ბევრ შემობრუნებას დამუშავებას შეუძლია აწყობა პროგრამები, დაბალი წარმოების ღირებულება.
ნაკლოვანებები:
შეზღუდვები კენჭისყრის შენადნობებზე: დღეისათვის არსებობს მხოლოდ ექვსი კენჭისყრის შენადნობები, როგორიცაა თუთია, კალის, ტყვიის, სპილენძის, მაგნიუმის, ალუმინის, რომელთა შორის სპილენძის შენადნობას აქვს ყველაზე მაღალი დნობის წერტილი.
აღჭურვილობის ღირებულება მაღალია, ხოლო მოწყობილობის ხარჯები და ოპერაციული ხარჯები, რომლებიც საჭიროა დიზელის ჩამოსხმის წარმოებისათვის, მაგალითად, კენჭისყრის მანქანა, დნობის ღუმელი, საიზოლაციო ღუმელი და კენჭისყრის ფორმა.
ჩამოსხმის ცუდი ჰაერის მჭიდროობის გამო, ჩვეულებრივ, დიდი ჩამოსხმისთვის საჭიროა გამორეცხვა
პროცესის მოცულობაა 1250T, ხოლო პროდუქტის მაქსიმალური სიგრძე შეიძლება იყოს 1000 მმ. მცირე ზომის პროდუქტებისთვის თუთიის შენადნობი ყველაზე შესაფერისია, ხოლო თუთიის შენადნობის მინიმალური სიგრძე დაახლოებით 2 სმ.
 სპილენძის სითბოს რადიატორის
სპილენძის სითბოს რადიატორის ექსტრუდირებული სითბოს ჩაძირვა
ექსტრუდირებული სითბოს ჩაძირვა ნიჩბის ნიჟარა
ნიჩბის ნიჟარა ცივი გაყალბება სითბოს რადიატორის
ცივი გაყალბება სითბოს რადიატორის იღუპება თუთია
იღუპება თუთია